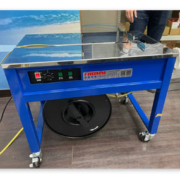
全自動打包機如何提升工作效率?

1.減少工人疲勞並提高安全性
通過切換到自動化流程,您可以幫助提高工廠的安全性。工人會感到疲倦,這是他們放慢速度的原因之一。當他們疲倦時,他們也更容易受傷。
自動捆紮機減輕了工人肩上的負擔,防止疲勞並減少受傷人數。當每個人都能夠 100% 付出時,您的團隊會更有效率。
為其他任務騰出員工的時間自動捆紮機的另一個優點是它可以節省員工的時間。反過來,他們可以處理之前可能太忙而無法完成的其他任務。
將打包任務交給更高效的機器,您的員工將能夠在任何給定的班次中完成更多工作。這是地板上生產力的兩個方面的提高。
2.正確的解決方案可以減少錯誤
您可能更喜歡手持捆紮工具的原因之一是,許多工具通常由電池供電,並且在製造過程中使用起來非常靈活。
然而,同樣的靈活性通過濫用工具引入了錯誤。涉及到的工人很多,錯誤在所難免。
正確的機器可消除捆紮錯誤,從而減少工廠中的包裝錯誤。這有助於通過降低成本來提高效率。
定制機器滿足您的需求您可能對自動捆紮機的另一個擔憂是它們是否可以滿足您工廠的特定需求。
存在定制的解決方案,它們可以消除您對機器可能無法完成您需要它做的事情的擔憂。定制解決方案可以改裝到現有設施或為全新工廠設計。
無論您的行業或您的專業需求如何,合適的製造商都可以與您合作創建個性化的解決方案。
3.減少損壞、退貨和浪費
改用自動化捆紮解決方案的另一個優勢是可以減少運輸過程中的損壞。
這會降低客戶的索賠率和退貨率。它還可以節省您的時間,因為您不再需要處理那麼多退貨或運送更換產品。
這也減少了產品浪費和運輸材料。該機器能夠精確調整張力和切割捆紮帶,進一步減少了浪費。
通過自動捆紮實現更高的效率,如果您正在尋求效率,請查看您的工廠如何處理包裝和運輸。自動捆紮機可以成為旨在提高整個過程效率的解決方案的一部分。
版權所有,歡迎引用,請註明來源